การจัดการ 15,000 PSI: ข้อควรพิจารณาในการออกแบบปลายของไหลของ Frac
Mar 05, 2026
การแตกหักแบบไฮดรอลิกสมัยใหม่ได้ผลักดันไปไกลกว่าสิ่งที่อุตสาหกรรมถือว่ากดดันอย่างมากเมื่อทศวรรษที่แล้ว ในรูปแบบชั้นหินที่แน่นหนา เช่น Haynesville ซึ่งเป็นจุดที่แรงกดดันจากการแตกหักเกิดขึ้นเป็นประจำ 13,500 ปอนด์ต่อตารางนิ้ว หรือสูงกว่า — และในการเล่นแนวราบที่ลึกที่สุดในขณะนี้ต้องการมากถึง 15,000 ปอนด์ต่อตารางนิ้ว ระบบปั๊มทั้งหมดอยู่ภายใต้ระดับความเค้นแบบวนรอบซึ่งการออกแบบทั่วไปส่วนใหญ่ไม่เคยได้รับการออกแบบทางวิศวกรรมเพื่อรักษาไว้ ในฐานะผู้ผลิตส่วนประกอบปลายของเหลวแรงดันสูง เราทำงานร่วมกับผู้ปฏิบัติงานและบริษัทผู้ให้บริการที่เผชิญกับความต้องการเหล่านี้ทุกวัน สิ่งต่อไปนี้คือรายละเอียดเชิงปฏิบัติของข้อควรพิจารณาในการออกแบบซึ่งมีความสำคัญต่อแรงกดดันเหล่านี้
เหตุใด 15,000 PSI จึงเป็นปัญหาทางวิศวกรรมที่แตกต่าง
มีความแตกต่างที่สำคัญระหว่างการออกแบบสำหรับ 10,000 PSI และการออกแบบสำหรับ 15,000 PSI — และไม่ใช่แค่เรื่องของการเพิ่มวัสดุเท่านั้น ที่แรงกดดันที่รุนแรง โหมดความล้มเหลวหลักจะเปลี่ยนจากโหลดเกินแบบคงที่เป็น ความเหนื่อยล้ารอบสูง . จุดสิ้นสุดของเหลวในงาน frac ทั่วไปอาจเห็นได้ตั้งแต่ 150 ถึง 300 รอบแรงดันต่อนาที ในช่วงเวลา 6 ถึง 8 ชั่วโมง ซึ่งแปลเป็นรอบความเครียดนับล้านบนบล็อกปลายของไหล ลูกสูบ วาล์ว และบ่า
ปัญหาที่สำคัญคือความเข้มข้นของความเครียด ทุกจุดตัดของรู การเชื่อมต่อแบบเกลียว และมุมภายในในบล็อคปลายของไหลถือเป็นจุดเริ่มต้นของรอยแตกร้าวได้ ที่ 15,000 PSI แม้แต่ความไม่สมบูรณ์ทางเรขาคณิตเล็กๆ น้อยๆ ที่ไม่มีความสำคัญที่ความดันต่ำกว่า ก็สามารถแพร่กระจายไปสู่รอยแตกเมื่อยล้าได้ภายในงานเดียว นี่คือเหตุผลว่าทำไมการตัดสินใจออกแบบเกี่ยวกับเรขาคณิต การเลือกใช้วัสดุ และการรักษาพื้นผิวจึงแยกไม่ออกจากประสิทธิภาพที่ระดับความดันนี้
การเลือกใช้วัสดุ: เหล็กกล้าคาร์บอนกับเหล็กกล้าไร้สนิมที่ความดันสูงพิเศษ
เป็นเวลาหลายปีมาแล้วที่เหล็กกล้าคาร์บอนความแข็งแรงสูง (โดยทั่วไปคือ 4330M หรือเกรดโลหะผสมที่เทียบเท่า) เป็นมาตรฐานสำหรับบล็อคปลายของไหล เหล็กกล้าคาร์บอนมีความต้านทานแรงดึงที่ดีเยี่ยม ซึ่งมักจะอยู่ในช่วง ความแข็งแรงของผลผลิต 140,000–160,000 ปอนด์ต่อตารางนิ้ว — และมันเป็นเครื่องจักรที่คาดเดาได้ อย่างไรก็ตาม ที่ 15,000 PSI ที่มีของเหลวแตกหักที่มีฤทธิ์กัดกร่อนหรือมีคลอไรด์สูง จุดอ่อนของเหล็กกล้าคาร์บอนจะปรากฏชัดเจน: มันเสี่ยงต่อการสึกกร่อนจากการกัดกร่อน ซึ่งการโจมตีทางเคมีและความเค้นเชิงกลรวมกันเพื่อเร่งการเติบโตของรอยแตกได้เร็วกว่ากลไกอย่างใดอย่างหนึ่งเพียงอย่างเดียว
สเตนเลสสตีลชุบแข็งด้วยการตกตะกอน — โดยเฉพาะ 17-4 พีเอช และ 15-5 พีเอช — ได้กลายเป็นวัสดุที่ต้องการสำหรับการใช้งานที่มีแรงดันสูง โลหะผสมเหล่านี้รวมเอาความแข็งแรงที่ให้ผลผลิตสูง (เทียบได้กับเหล็กกล้าคาร์บอนผสม) พร้อมความต้านทานการกัดกร่อนที่ดีกว่ามาก ในการปฏิบัติงานของ Permian Basin ปลายของเหลวที่ทำจากสเตนเลสสตีลมีอายุการใช้งานยาวนานกว่านั้น 3,000 ชม.สูบน้ำ เมื่อเทียบกับ 800–1,200 ชั่วโมงซึ่งเป็นเรื่องปกติของเหล็กกล้าคาร์บอนที่เทียบเท่ากันมากกว่าภายใต้เงื่อนไขที่คล้ายคลึงกัน ต้นทุนล่วงหน้าที่สูงขึ้นจะถูกชดเชยอย่างต่อเนื่องด้วยความถี่ในการเปลี่ยนที่ลดลงและเวลาที่ไม่ก่อให้เกิดประสิทธิผลที่ลดลง
| วัสดุ | ความแข็งแรงของผลผลิตทั่วไป | ความต้านทานการกัดกร่อน | กรณีการใช้งานที่ดีที่สุด |
|---|---|---|---|
| เหล็กกล้าคาร์บอน 4330M / 4140 | 140,000–160,000 PSI | ต่ำ | frac น้ำจืด ความดันต่ำลง |
| สแตนเลส 17-4 พีเอช | 155,000–170,000 ปอนด์ต่อตารางนิ้ว | สูง | สูง-pressure, corrosive fluid service |
| สแตนเลส 15-5 PH | 145,000–165,000 ปอนด์ต่อตารางนิ้ว | สูง | ของเหลวที่มีแรงดันสูงและรุนแรงเป็นพิเศษ |
| ดูเพล็กซ์ / ซูเปอร์ดูเพล็กซ์ | 90,000–116,000 ปอนด์ต่อตารางนิ้ว | สูงมาก | สูงly corrosive or sour service |
ปัจจัยสำคัญประการหนึ่งแต่มักถูกมองข้ามคือความสะอาดของวัตถุดิบ การถลุงตะกรันด้วยไฟฟ้า (ESR) ของสต็อกการตีเหล็กจะขจัดการรวมตัวของอโลหะและสร้างโครงสร้างทางโลหะวิทยาที่สม่ำเสมอมากขึ้น สำหรับปลายของเหลวที่ทำงานที่ 15,000 PSI การตีขึ้นรูปด้วยคุณภาพ ESR ไม่ใช่ตัวเลือกระดับพรีเมียม แต่เป็นข้อกำหนดพื้นฐานสำหรับอายุความล้าที่คาดการณ์ได้
เรขาคณิตของฟลูอิดเอนด์บล็อคและการออกแบบทางแยกของรู
บล็อกปลายของไหลคือจุดที่ความเค้นสูงสุดในระบบปั๊มทั้งหมดกระจุกตัวอยู่ ในปั๊มสามเท่าหรือควินทูเพล็กซ์ บล็อกประกอบด้วยรูที่ตัดกันหลายรู - รูลูกสูบ ช่องทางดูด และทางระบาย ทั้งหมดมาบรรจบกันที่ห้องทั่วไป จุดตัดนี้เป็นบริเวณที่วิกฤตต่อความเครียดมากที่สุดในส่วนประกอบ และรูปทรงของจุดตัดนี้เป็นตัวกำหนดอายุการใช้งานของความล้าเป็นส่วนใหญ่
รัศมีการเปลี่ยนผ่านและการตกแต่งพื้นผิวภายใน
มุมภายในที่แหลมคมทำหน้าที่เป็นตัวกระตุ้นให้เกิดความเครียด ที่ 15,000 PSI รัศมีมุมเพียง 0.030 นิ้ว เทียบกับ 0.090 นิ้ว อาจหมายถึง ความแตกต่าง 2–3 ×ในปัจจัยความเข้มข้นของความเครียดในท้องถิ่น . ผู้ผลิตปลายของเหลวที่มีคุณภาพลงทุนในเครื่องมือ CNC ที่มีความแม่นยำ ซึ่งออกแบบมาโดยเฉพาะสำหรับการตัดเฉือนรัศมีภายในที่สม่ำเสมอและกว้างขวางที่ทุกจุดตัดของรู นี่ไม่ใช่รายละเอียดที่สามารถแก้ไขได้ในระหว่างการซ่อมแซม จะต้องรวมอยู่ในข้อกำหนดการตีและการตัดเฉือนดั้งเดิม
ในทำนองเดียวกันการตกแต่งพื้นผิวภายในก็มีความสำคัญเช่นกัน พื้นผิวเจาะที่มี Ra (ความหยาบเฉลี่ย) 32 ไมโครนิ้วเทียบกับ 8 ไมโครนิ้วสามารถเพิ่มความเสี่ยงในการเกิดรอยแตกร้าวจากความเมื่อยล้าในสภาวะที่มีรอบการทำงานสูงได้อย่างมีนัยสำคัญ การขัดทางเดินภายใน — โดยเฉพาะอย่างยิ่งในรูลูกสูบและทางแยกใกล้รู — เป็นหนึ่งในขั้นตอนการตกแต่งที่มีมูลค่าสูงสุดสำหรับส่วนประกอบ 15,000 PSI
การขัดผิวด้วยการยิงและความเค้นอัดที่ตกค้าง
การขัดผิวด้วยการยิงทำให้เกิดชั้นของความเค้นตกค้างจากแรงอัดที่พื้นผิวส่วนประกอบ เนื่องจากรอยแตกร้าวจากความเมื่อยล้าเกิดขึ้นและเติบโตภายใต้ความเครียดจากแรงดึง ชั้นพื้นผิวที่ถูกอัดจะต่อต้านการเกิดรอยแตกร้าวได้โดยตรง สำหรับบล็อคปลายของไหลที่ทำงานที่ความดันสูงพิเศษ การขัดผิวด้วยการฉีดแบบควบคุมของพื้นผิวรูเจาะที่สำคัญสามารถยืดอายุความล้าได้ 20–40% ภายใต้การโหลดแบบวนเมื่อเปรียบเทียบกับค่าพื้นฐานที่ยังไม่ได้ตรวจสอบ โดยอ้างอิงจากการทดสอบทางอุตสาหกรรมที่ได้รับการบันทึกไว้
การออกแบบวาล์วและบ่าสำหรับบริการ 15,000 PSI
วาล์วและบ่าเป็นส่วนประกอบที่มีการสึกหรอสูงสุดในปั๊ม frac ใดๆ และที่ 15,000 PSI การออกแบบของพวกมันจึงกลายเป็นตัวขับเคลื่อนต้นทุนการดำเนินงานที่สำคัญ วาล์วจะต้องเปิดและปิดหลายร้อยครั้งต่อนาทีโดยเทียบกับค่าความดันของของไหลที่ระดับความดันนี้ จะมีผลกระทบอย่างใหญ่หลวงต่อหน้าบ่าวาล์วเมื่อปิดแต่ละครั้ง
รูปทรงเบาะนั่งและมุมสัมผัส
มุมสัมผัสระหว่างวาล์วและหน้าบ่าจะกำหนดความเค้นสัมผัสเมื่อปิด แถบสัมผัสที่แคบกว่าจะเน้นแรงกดนั่งบนพื้นที่ขนาดเล็ก ปรับปรุงความสมบูรณ์ของซีลแต่ยังเพิ่มอัตราการสึกหรออีกด้วย การออกแบบวาล์วแรงดันสูงส่วนใหญ่สำหรับบริการ ≥10,000 PSI ใช้ มุมสัมผัส 45° หรือ 30° พร้อมเม็ดมีดชุบแข็ง ที่หน้าที่นั่ง วัสดุเม็ดมีด ซึ่งโดยทั่วไปแล้วคือทังสเตนคาร์ไบด์หรือโลหะผสมที่มีหน้าแข็ง จะต้องทนต่อทั้งแรงกระแทกที่จุดปิดและผลกระทบจากการกัดกร่อนของของเหลวโพรเพนที่เต็มไปด้วยสารกัดกร่อนที่ไหลผ่านด้วยความเร็วสูง
พื้นที่การไหลและแรงดันตกคร่อมวาล์ว
ที่อัตราปั๊มสูง (มักจะอยู่ที่ 10-20 บาร์เรลต่อนาทีต่อลูกสูบ) แรงดันตกคร่อมวาล์วดูดสามารถลดหัวดูดสุทธิบวก (NPSH) ได้มากพอที่จะทำให้เกิดโพรงอากาศที่ด้านดูด การเกิดโพรงอากาศในของเหลวซึ่งทำงานที่ 15,000 PSI ถือเป็นการทำลายล้างอย่างยิ่ง การยุบตัวของฟองอากาศโพรงอากาศใกล้พื้นผิวโลหะจะทำให้เกิดแรงดันสูงสุดเฉพาะที่ซึ่งสามารถ เกิน 100,000 ปอนด์ต่อตารางนิ้ว ในระดับไมโครทำให้เกิดความเสียหายแบบรูพรุนอย่างรวดเร็ว การออกแบบวาล์วที่มีพื้นที่การไหลเพิ่มขึ้นสัมพันธ์กับหน้าตัดของรูลูกสูบจึงเหมาะสำหรับการทำงานที่มีอัตราสูงและแรงดันสูง
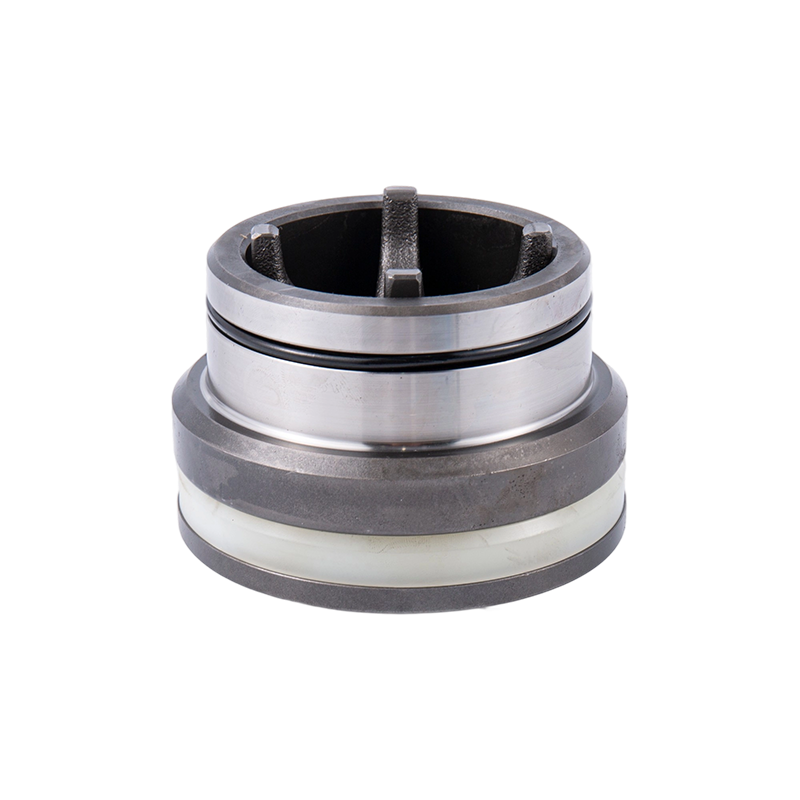
ข้อควรพิจารณาในการเลือกลูกสูบและระบบการบรรจุ
ลูกสูบและระบบการบรรจุที่เกี่ยวข้องเป็นหนึ่งในส่วนประกอบที่ได้รับการบำรุงรักษาบ่อยที่สุดในปั๊ม frac แรงดันสูง ที่ 15,000 PSI บรรจุภัณฑ์จะเห็นการโหลดแบบไดนามิกอย่างต่อเนื่อง โดยซีลจะต้องยึดกับความแตกต่างของแรงดันเกือบ 1,000 เท่าของความดันบรรยากาศ ในขณะที่ลูกสูบเคลื่อนที่ไปมาด้วยความเร็วสูงสุด 200 จังหวะต่อนาที
- เส้นผ่านศูนย์กลางลูกสูบ: ลูกสูบที่มีเส้นผ่านศูนย์กลางเล็กกว่า (เช่น 3.5" กับ 4.5") ช่วยลดภาระที่ปลายด้านกำลังที่แรงดันที่กำหนด ซึ่งสามารถยืดอายุของลูกสูบและอายุการบรรจุได้ อย่างไรก็ตาม เส้นผ่านศูนย์กลางที่เล็กกว่าจะลดการไหลต่อจังหวะ และอาจต้องใช้ RPM ที่สูงขึ้นเพื่อรักษาอัตรา
- ความแข็งผิวและการเคลือบผิว: ลูกสูบเคลือบทังสเตนคาร์ไบด์หรือเซรามิกแข็งเป็นมาตรฐานสำหรับการบริการแรงดันสูง ลูกสูบเซรามิกมีความแข็งดีเยี่ยม (โดยทั่วไปคือ Rockwell 90 HRA) และทนต่อการกัดกร่อน ส่งผลให้อัตราการสึกหรอลดลงอย่างมากเมื่อเทียบกับเหล็กชุบโครเมียมทั่วไป
- วัสดุบรรจุภัณฑ์และรูปทรง: แนะนำให้ใช้สารประกอบการอัดขึ้นรูป HNBR และ PTFE เนื่องจากมีความทนทานต่อสารเคมีและมีความคงตัวของขนาดภายใต้วงจรแรงดันสูง กองบรรจุแบบหลายองค์ประกอบพร้อมวงแหวนโคมไฟเฉพาะสำหรับการกระจายการหล่อลื่นมีประสิทธิภาพเหนือกว่าการออกแบบองค์ประกอบเดี่ยวที่เรียบง่ายกว่าที่ 15,000 PSI
- ระบบหล่อลื่น: การหล่อลื่นแบบบังคับอย่างต่อเนื่องไปยังบรรจุภัณฑ์ไม่ใช่ทางเลือกที่ความดันเหล่านี้ หากไม่มีการหล่อลื่นที่เพียงพอ อายุการบรรจุที่ 15,000 PSI อาจลดลงจากหลายร้อยชั่วโมงเป็น งานเดียวหรือน้อยกว่า .
การออกแบบเหล็กไหลแรงดันสูงและท่อร่วม
ปลายของไหลเป็นเพียงส่วนหนึ่งของวงจรแรงดันสูง ด้านล่างของปั๊ม เหล็กหล่อไหล — ข้อต่อค้อน เหล็กบำบัด ข้อต่อแบบหมุน และการเชื่อมต่อของหลุมผลิต — จะต้องได้รับการจัดอันดับสำหรับระดับแรงดันใช้งานเดียวกัน ความไม่ตรงกันระหว่างพิกัดแรงดันปลายของเหลวและพิกัดเหล็กไหล เป็นอันตรายต่อความปลอดภัยและเป็นแหล่งที่มาของเหตุการณ์ทั่วไป
สำหรับบริการ 15,000 PSI ส่วนประกอบเหล็กไหลทั้งหมดควรมี 15,000 ปอนด์ต่อตารางนิ้ว working pressure (WP) rating with a 2:1 safety factor หมายถึงแรงดันทดสอบขั้นต่ำ 30,000 PSI API 6A ควบคุมส่วนประกอบของหลุมผลิตและต้นคริสต์มาสในระดับแรงดันนี้ ในขณะที่ API 7K ครอบคลุมปั๊มและเหล็กบำบัด การตรวจสอบให้แน่ใจว่าการเชื่อมต่อทั้งหมดในเส้นทางการไหลได้รับการรับรองตามมาตรฐานที่สอดคล้องกัน รวมถึงรูปแบบเกลียวของสหภาพค้อนและซีลของสหภาพ ถือเป็นสิ่งสำคัญสำหรับทั้งความสมบูรณ์และความปลอดภัยของบุคลากร
เราผลิตและจำหน่ายส่วนประกอบปลายของเหลวแรงดันสูงที่หลากหลายและ ผลิตภัณฑ์ขั้นสุดท้ายของไหลปั๊ม frac ออกแบบมาเพื่อการปฏิบัติงานซ่อมบำรุงหลุมที่มีความต้องการสูง — หากคุณกำลังจัดหาส่วนประกอบสำหรับวงจรแรงดันสูง เรายินดีเป็นอย่างยิ่งที่จะมีโอกาสหารือเกี่ยวกับความต้องการเฉพาะของคุณ
ข้อกำหนดในการประกันคุณภาพและความสามารถในการตรวจสอบย้อนกลับ
ที่ 15,000 PSI ความล้มเหลวของส่วนประกอบไม่ใช่เรื่องไม่สะดวก แต่เป็นเหตุการณ์ด้านความปลอดภัย ซึ่งทำให้การตรวจสอบย้อนกลับวัสดุและการทดสอบแบบไม่ทำลาย (NDT) ไม่สามารถต่อรองได้ แทนที่จะเป็นขั้นตอนคุณภาพที่เป็นทางเลือก
ขั้นตอนด้านคุณภาพต่อไปนี้ควรเป็นแนวทางปฏิบัติมาตรฐานสำหรับส่วนประกอบปลายของไหลหรือส่วนประกอบของเหล็กไหลที่ได้รับการจัดอันดับสำหรับบริการที่มีแรงดันสูงพิเศษ:
- การตรวจสอบย้อนกลับการรับรองวัสดุ ตั้งแต่ความร้อนของเหล็กไปจนถึงการตีขึ้นรูป การตัดเฉือน และการตรวจสอบขั้นสุดท้าย ส่วนประกอบทุกชิ้นควรมีตัวระบุเฉพาะที่สามารถตรวจสอบย้อนกลับไปยังใบรับรองวัสดุดั้งเดิมได้
- การตรวจสอบอนุภาคแม่เหล็ก (MPI) หรือการทดสอบการแทรกซึมของของเหลวของพื้นผิวที่สำคัญทั้งหมดหลังการตัดเฉือนเพื่อตรวจจับข้อบกพร่องที่แตกหักของพื้นผิว
- การทดสอบอัลตราโซนิก (UT) ของการตีช่องว่างก่อนการตัดเฉือนเพื่อตรวจจับการเจือปนหรือช่องว่างใต้ผิวดินซึ่งจะไม่สามารถมองเห็นได้ที่พื้นผิว
- การตรวจสอบมิติ ใช้อุปกรณ์ CMM ที่สอบเทียบแล้วเพื่อตรวจสอบรูปทรงของรู รูปทรงของเกลียว และผิวสำเร็จตามข้อกำหนด
- การทดสอบแรงดันอุทกสถิต ของของไหลที่ประกอบแล้วจะมีแรงดันใช้งานอย่างน้อย 1.5× ก่อนส่งมอบ
ผู้ปฏิบัติงานที่จัดหาปลายของเหลวหลังการขายควรขอแพ็คเกจเอกสารคุณภาพฉบับสมบูรณ์ ซึ่งรวมถึงใบรับรองวัตถุดิบ บันทึกการตรวจสอบ และรายงานการทดสอบ เป็นข้อกำหนดการจัดซื้อมาตรฐาน ซัพพลายเออร์รายใดก็ตามที่ไม่เต็มใจที่จะจัดเตรียมเอกสารนี้ควรได้รับการพิจารณาว่ามีความเสี่ยงที่เงื่อนไขการบริการ 15,000 PSI
แนวทางปฏิบัติในการบำรุงรักษาที่ช่วยยืดอายุการใช้งานภายใต้แรงดันสูงพิเศษ
แม้แต่ปลายฟลูอิดที่ได้รับการออกแบบอย่างดีที่สุดก็ยังอาจเสียหายก่อนเวลาอันควรหากไม่มีระบบการบำรุงรักษาที่เหมาะสม ที่ 15,000 PSI ค่าเผื่อข้อผิดพลาดจะแคบ แนวปฏิบัติต่อไปนี้จะแยกแยะผู้ปฏิบัติงานที่มีอายุการใช้งานของของไหลยาวนานจากผู้ที่ประสบความล้มเหลวเรื้อรังอย่างต่อเนื่อง:
- ควบคุมการบรรจุล่วงหน้า: น็อตบรรจุที่มีแรงบิดมากเกินไปเป็นสาเหตุหนึ่งที่พบบ่อยที่สุดของลูกสูบก่อนกำหนดและการสึกหรอของบรรจุภัณฑ์ ใช้ประแจทอร์คที่ปรับเทียบแล้วและปฏิบัติตามข้อกำหนดของ OEM โดยทั่วไปแล้ว ควรแนบบรรจุภัณฑ์เข้ากับแรงบิดพรีโหลดที่ระบุ จากนั้นตรวจสอบการรั่วไหลแทนที่จะขันแน่นเกินไปล่วงหน้า
- โปรโตคอลการเพิ่มแรงดัน: การสตาร์ทปั๊มขณะเย็นโดยตรงที่แรงดันใช้งาน 15,000 PSI จะเน้นที่ซีลและการบรรจุก่อนที่จะถึงอุณหภูมิการทำงานและความสมดุลของขนาด การเพิ่มทีละขั้น — การนำแรงดันไปที่ 50% เป็นเวลา 2–3 นาที ก่อนที่จะเพิ่มแรงดันใช้งานเต็มที่ — สามารถยืดอายุการบรรจุได้อย่างวัดผลได้
- การตรวจสอบวาล์วและบ่าตามปกติ: กำหนดช่วงเวลาการตรวจสอบตามชั่วโมงการสูบน้ำ ไม่ใช่แค่จำนวนงาน เบาะนั่งที่ยังเหลืออยู่ในบริการจะเริ่มเคลื่อนตัว — ปล่อยให้ของเหลวกัดกร่อนร่องบนพื้นผิวเบาะ — และสิ่งนี้จะลุกลามอย่างรวดเร็วจากปัญหาการสึกหรอเล็กน้อยไปสู่ความเสียหายที่อาจต้องทำลายส่วนปลายของของเหลว
- การตรวจสอบรอยแตกร้าวของบล็อก: หลังจากงานหลักทุกครั้งหรือช่วงเวลาชั่วโมงการสูบที่กำหนดไว้ ควรตรวจสอบบล็อคปลายของไหลโดยใช้ MPI สำหรับรอยแตกจากความล้าในระยะเริ่มแรก โดยเฉพาะอย่างยิ่งบริเวณทางแยกของรู การจับรอยแตกร้าวที่ความลึก 0.5–1.0 มม. ช่วยให้สามารถซ่อมแซมบล็อกหรือเปลี่ยนตามแผนได้ โดยทั่วไปการค้นหาที่ 5 มม. หมายความว่าบล็อกนั้นเป็นเศษเหล็ก
เศรษฐศาสตร์ของการลงทุนในอุปกรณ์ที่เหมาะสม
สัญชาตญาณในการลดต้นทุนส่วนประกอบล่วงหน้าเป็นสิ่งที่เข้าใจได้ แต่ที่ 15,000 PSI มักเป็นการตัดสินใจที่แพงที่สุดที่ผู้ปฏิบัติงานสามารถทำได้ พิจารณาสถานการณ์สมมติที่ปลายของเหลวที่ทำจากเหล็กกล้าคาร์บอนที่มีราคาต่ำกว่ามีราคา 18,000 ดอลลาร์สหรัฐฯ และใช้งานได้ 900 ชั่วโมงในการใช้งานที่มีคลอไรด์แรงดันสูงและแรงดันสูง เทียบกับเหล็กกล้าไร้สนิมที่มีมูลค่าเทียบเท่ากันที่ 28,000 ดอลลาร์สหรัฐฯ ซึ่งใช้งานได้ 3,200 ชั่วโมงภายใต้สภาวะเดียวกัน ต้นทุนต่อชั่วโมงสูบน้ำคือ 20 ดอลลาร์สำหรับตัวเลือกเหล็กคาร์บอน เทียบกับ 8.75 ดอลลาร์สำหรับตัวเลือกสแตนเลส — ต้นทุนส่วนประกอบลดลง 56% ต่อชั่วโมงการผลิต ก่อนที่จะพิจารณาเวลาขึ้น/ลงแท่นขุดเจาะเพิ่มเติม NPT และต้นทุนด้านลอจิสติกส์ของการเปลี่ยนเพิ่มเติม
การวิเคราะห์นี้จะเปลี่ยนแปลงเพิ่มเติมเมื่อคุณคำนึงถึงต้นทุนของความล้มเหลวที่ไม่ได้วางแผนไว้ระหว่างงาน เช่น เวลาในการสูบน้ำที่สูญเสียไป ความเสียหายของขบวนรถที่อาจเกิดขึ้นจากการหยุดชะงักของงาน และต้นทุนการเคลื่อนย้ายอุปกรณ์ทดแทน ที่ 15,000 PSI โครงสร้างต้นทุนสนับสนุนการลงทุนในส่วนประกอบที่มีคุณภาพสูงขึ้น การประกันคุณภาพที่เข้มงวดมากขึ้น และช่วงเวลาการบำรุงรักษาเชิงรุก
ความท้าทายในการออกแบบการดำเนินการ fracking 15,000 PSI นั้นมีนัยสำคัญ แต่ก็เป็นที่เข้าใจกันดี การเลือกวัสดุ รูปทรงบล็อก การออกแบบวาล์ว คุณภาพของระบบการบรรจุ และโปรโตคอล QA ที่เข้มงวด ร่วมกันกำหนดว่าการลงทุนขั้นสุดท้ายของไหลของคุณดำเนินการได้อย่างน่าเชื่อถือเป็นเวลาหลายพันชั่วโมงหรือกลายเป็นภาระต้นทุนที่เกิดขึ้นซ้ำหรือไม่ เราออกแบบและจัดหาส่วนประกอบของเราโดยคำนึงถึงความต้องการเฉพาะเหล่านี้ — หากการดำเนินงานของคุณเข้าสู่ระดับความกดดันนี้ เรายินดีที่จะหารือเกี่ยวกับสิ่งที่มีความหมายต่อการตัดสินใจจัดหาอุปกรณ์ของคุณ